

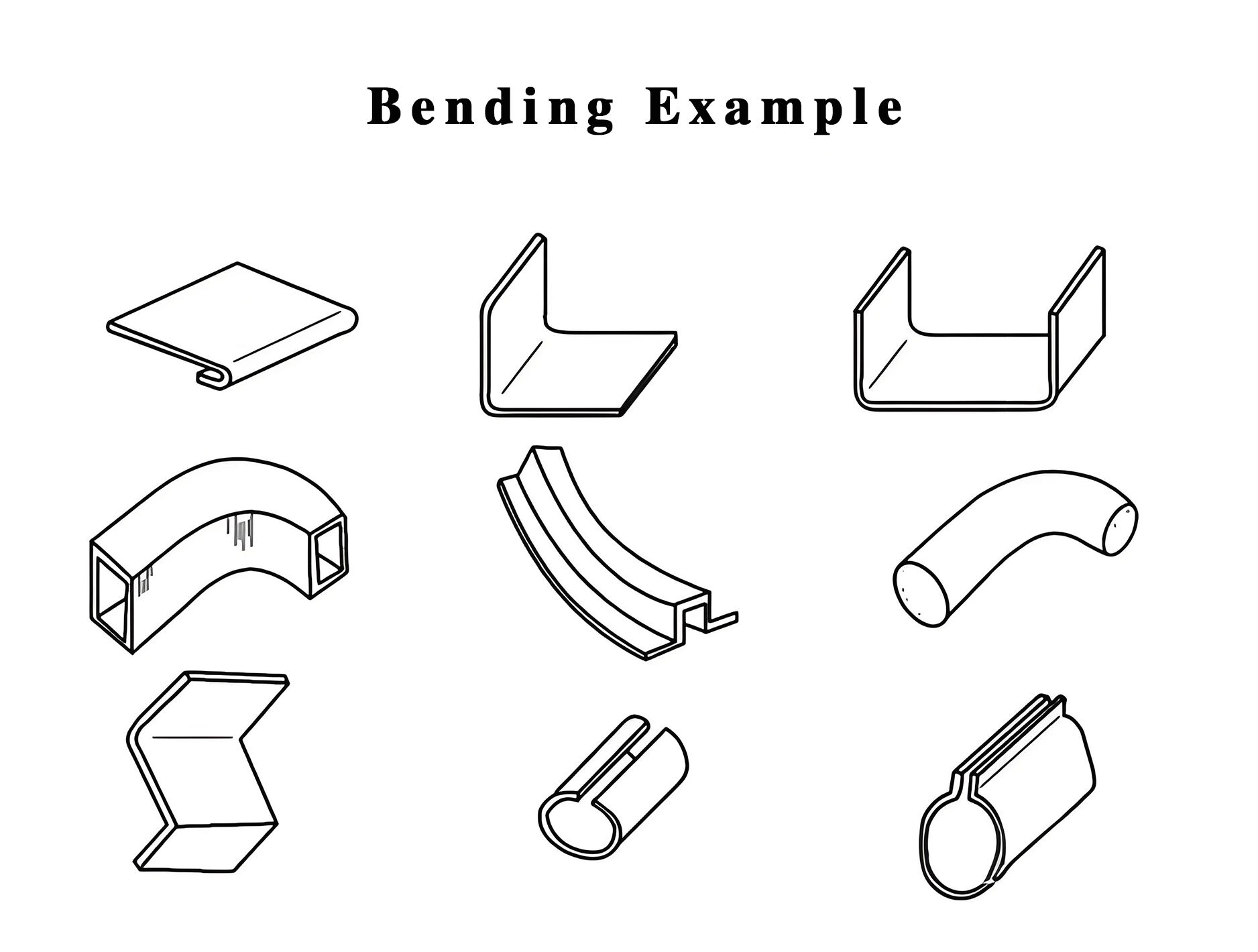
Mit der Entwicklung der Gesellschaft ändern sich auch die Produkte, die wir benötigen, auf verschiedene Weise. Unter ihnen ist die Metallbiegung am häufigsten, einschließlich Blechbiegung, Rohrbiegung, Blechrundung, Profilextrusion usw.
Welche Prozesse hat Blechbiege?
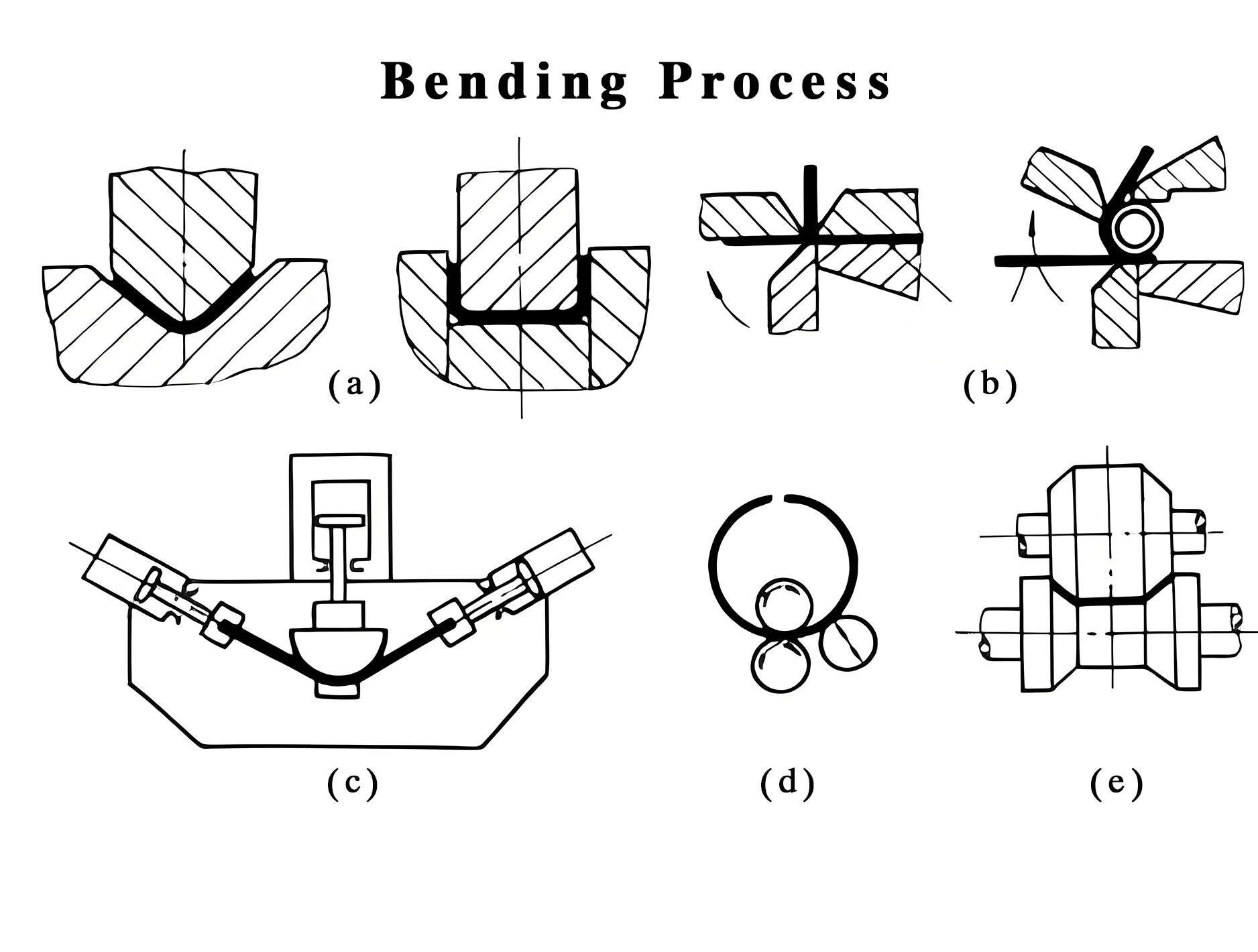
1. Gewöhnlicher Biegen: Das herkömmliche Biegen besteht darin, eine Pressebremse zu verwenden, um das Blech in 90 ° zu biegen.
2. Biegung abflachen: Beugen Sie das Blech zuerst in 30 ° und flachen Sie dann den 30 ° -Winkel ab. Diese Art der Biegung erfordert einen scharfen Messer oberen Würfel und einen Abflachungs -Obermotor. Der Zweck der Abflachung des Biegens besteht darin, die Gesamtfestigkeit des Blechs zu verbessern.
3.. Scharnierbiegung: Eine spezielle Scharnierform ist erforderlich, um mehrere Biegungen auszuführen, um ein Scharnier zu bilden.
4. Einmals Form von Biegen: Um die Effizienz zu maximieren, kann die Formform auf der Grundlage der Produktform hergestellt werden, und die endgültige Form des Blechprodukts kann mit nur einer Biegung erreicht werden.
5. Bogenbiegung: Für diese Biegung gibt es zwei Biegemethoden. (a) Berechnen Sie den Biegewinkel und die x-Achsengröße jedes Schritts gemäß der Größe des Produktbogens, führen Sie mehrstufige Biegung durch und biegen Sie schließlich den Bogen. Dies ist die kostengünstigste Methode, aber die Effizienz ist nicht hoch und es ist schwierig. (b) Lassen Sie den Hersteller die Lichtbogenform direkt gemäß der Größe des Lichtbogens des Blechprodukts anpassen. Diese Methode ist effizienter und die Produktqualität und das Aussehen werden ebenfalls verbessert.
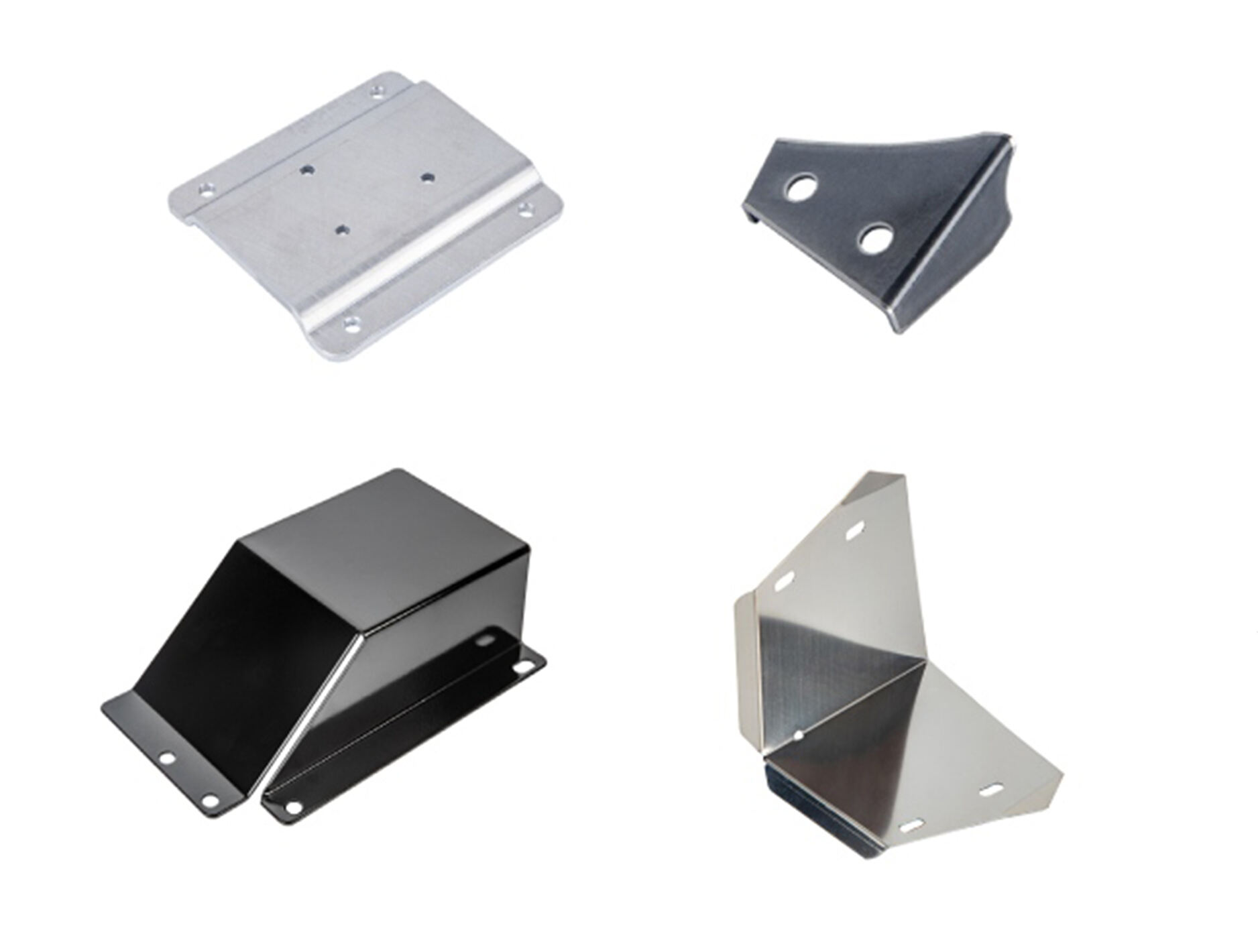
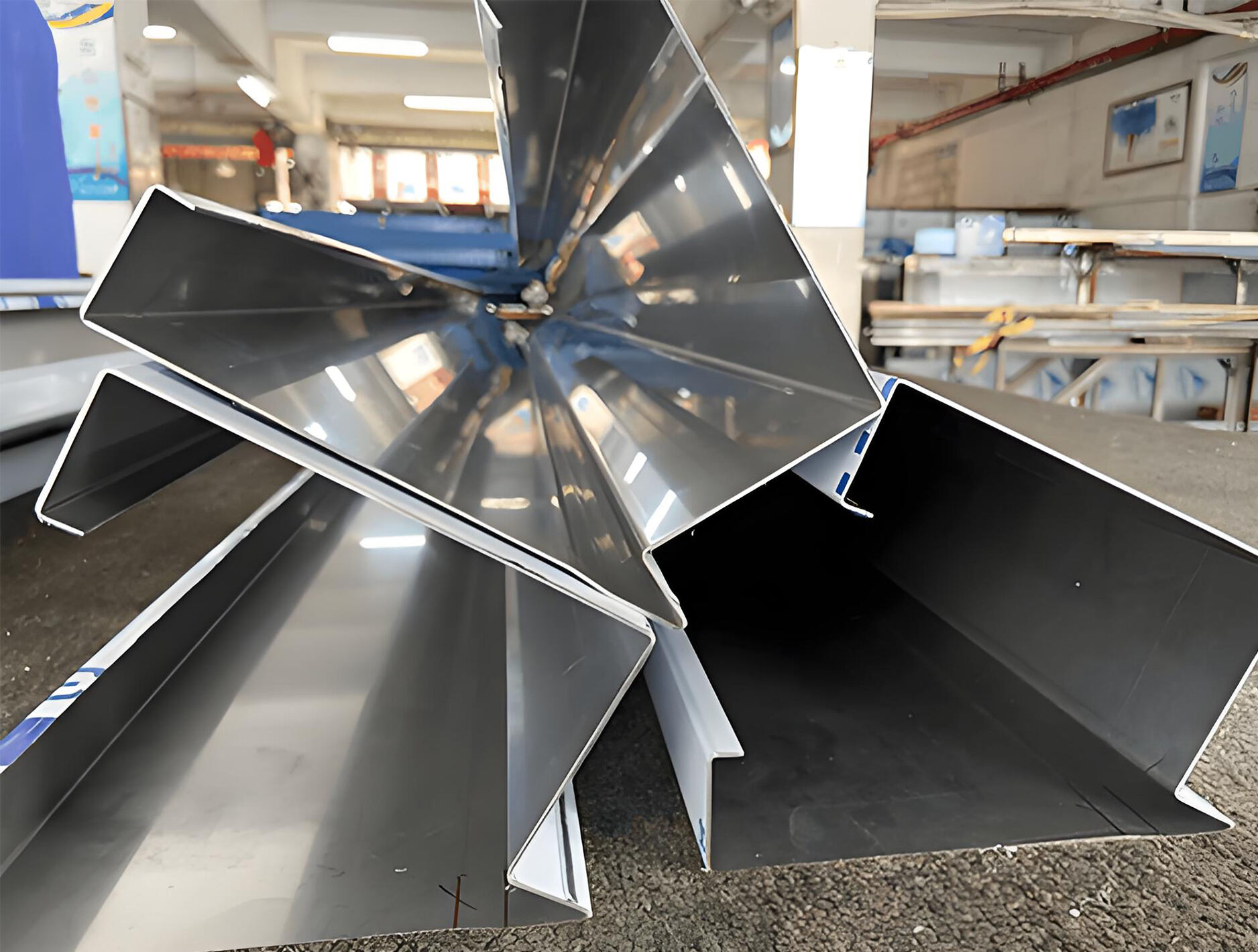
Edelstahlbiegung:
Als hochfestes und korrosionsbeständiges Metallmaterial wird Edelstahl in vielen Industriefeldern häufig verwendet. Bei Verwendung einer Pressebremse, um Edelstahl zu biegen, treten häufig einige Probleme auf. Das Folgende ist eine Zusammenfassung und entsprechende Lösungen werden bereitgestellt. Ich hoffe, es wird Ihnen hilfreich sein.
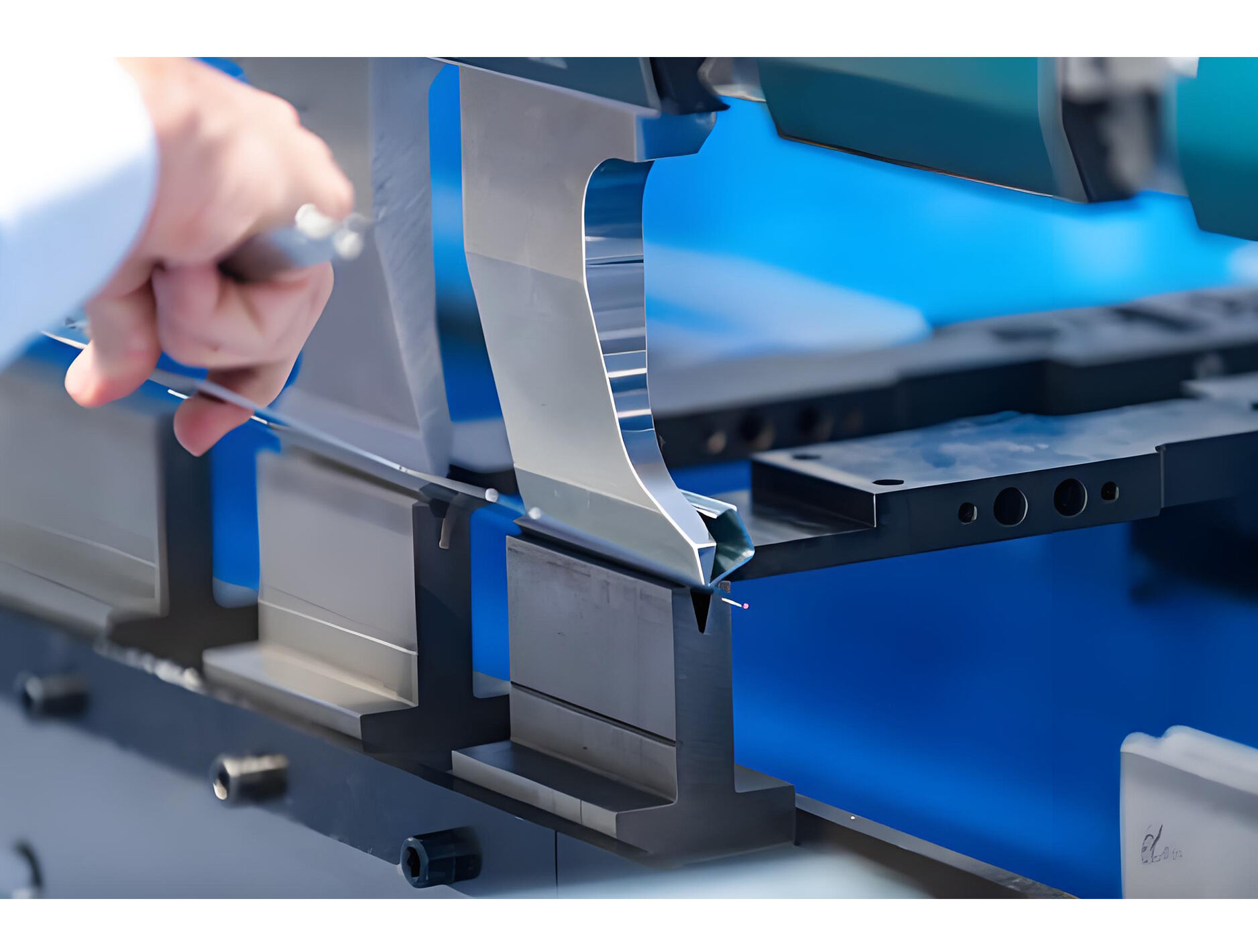
1. Oberflächenkratzer
Edelstahl ist während des Biegeprozesses zu Oberflächenkratzern und -Anrasionen anfällig. Die Hauptgründe sind:
- Tragen oder unsachgemäßes Design der Leuchte
- Übermäßige Reibung zwischen dem Werkstück und der Leuchte
- Staub oder Fremdmaterie auf der Werkstückoberfläche
- Der Formschlitz ist zu klein
Lösungen:
- Überprüfen und ersetzen Sie regelmäßig das Gerät und ersetzen Sie es
- Optimieren
- Halten Sie das Werkstück und die Schimmelpilzoberfläche sauber und reinigen Sie die Fremde regelmäßig auf der Oberfläche
- Bei Produkten mit hohen Anforderungen wird empfohlen, eine verblüffelige Biegeform oder einen Traaceless -Film zu verwenden
2. Materialverformung, Biegewinkel entspricht nicht dem Standard
Edelstahl ist während des Biegeprozesses anfällig für Verformungen. Die Hauptgründe sind:
- unsachgemäße Berechnung der Vorbiegebetrag
- übermäßige Rückprallkraft von Edelstahl selbst
- unsachgemäße Auswahl an Schimmel Kerb
Lösung:
- Berechnen Sie den Vor-Biege-Druck genau gemäß den Eigenschaften des Blechs
- Die Biegermaschine muss mit einer mechanischen Kompensationsfunktion ausgestattet werden, die die Geradheit und Ästhetik des Produkts erheblich verbessern wird
- Slot den Edelstahl zuerst und biegen Sie ihn dann, was die Geradheit und Ästhetik des Produkts erheblich verbessern und den Verlust der Biegermaschine verringert
Zusammenfassend ist zusammengefasst, wenn eine Biegermaschine zur Verarbeitung von Edelstahl verwendet wird, müssen viele Faktoren wie Materialeigenschaften, Prozessparameter, Ausrüstungsbedingungen usw. berücksichtigt und gezielte Lösungen angewendet werden, um die Verarbeitungsqualität und die Produktionseffizienz sicherzustellen.

Lassen Sie Ihre E -Mail -Adresse und -anforderungen, unser professionelles Verkaufsteam wird die am besten geeignete Lösung für Sie entwickeln.





Copyright
© 2026 Nanjing Zyco CNC Machinery Co., Ltd. Alle Rechte vorbehalten
.
 NETZWERK UNTERSTÜTZT
NETZWERK UNTERSTÜTZT
 Deutsch
Deutsch English
English français
français italiano
italiano русский
русский português
português español
español 한국의
한국의 Türkçe
Türkçe العربية
العربية
